
注塑件色差管控全指南:成因、测量方法与仪器选型
注塑生产中,批次色差是高频品质痛点,直接影响产品良率、交付效率与品牌口碑。本文从色差成因、测量方法、仪器选型与判定标准四个维度,系统梳理注塑行业色彩管控方案,帮助企业快速搭建标准化品控体系。
一、注塑件色差的核心成因
注塑件色差的诱因覆盖原料、工艺、设备环境全链路,核心可分为三类:
原料因素:基础母料批次间存在基色差异;色母的热稳定性、分散性、遮盖力不足,是引发色差的核心因素。
工艺因素:色母与主料因静电效应分离、混合不均,导致注塑周期内色母占比波动;加热圈损坏、温控失控会造成着色剂分解,直接改变成品色泽。
设备与环境因素:料筒死角积料、模具油污、烘料杂质残留等,也会导致成品出现局部或整体色差。
二、色差测量的两类主流方法
当前注塑行业色差检测分为目视评价与仪器检测两类,可搭配形成完整品控流程:
1. 目视评价法
需在标准光源箱内完成,在统一标准光源下对比标样与试样的色泽差异,操作便捷但存在主观判定偏差,仅适用于初步核验。推荐使用符合 ISO、ASTM 标准的对色灯箱,规避普通光照环境下的同色异谱误判。

2. 仪器测色法(行业主流方案)
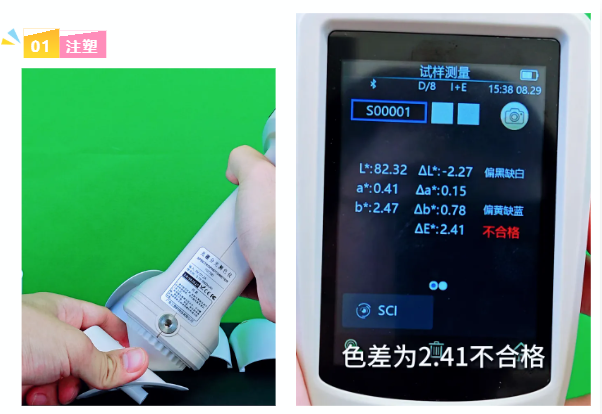
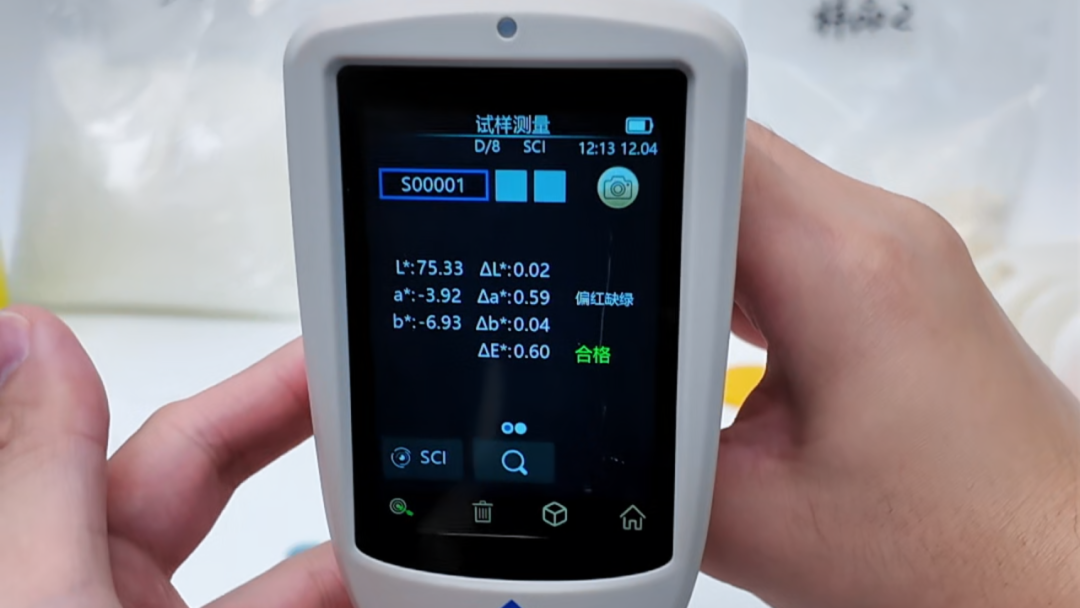
通过分光测色仪量化标样与试样的色差 ΔE 值,结果客观可追溯,可支撑批量品控与数据化管理。标准测量流程为:
仪器开机预热,完成黑白校准,设定对应光源、测量口径与色空间参数;
测量标准样板并保存基准数据;
依次放置试样完成检测,直接读取色差 ΔE、彩度差、色相差等核心参数;
可配套品管软件完成数据存储、批次统计与检测报告导出。
三、色差仪选型要点与适配方案
核心选型维度
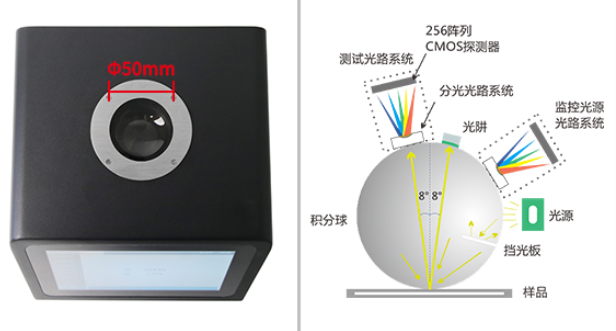
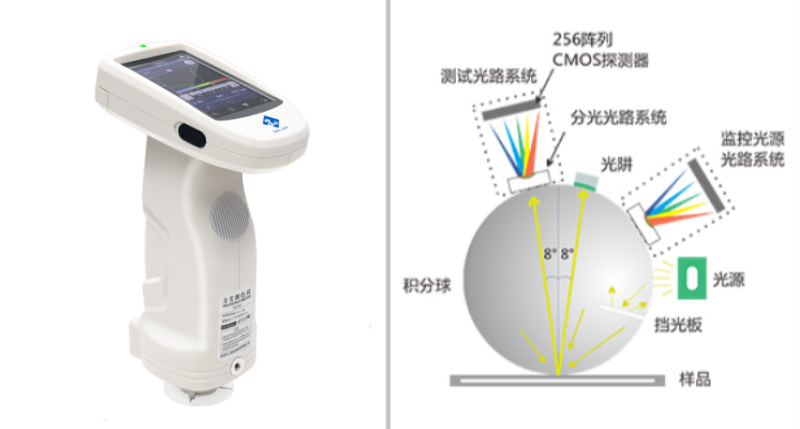
光学结构:优先选择 D/8 积分球结构,兼容 SCI(包含镜面反射)/SCE(排除镜面反射)模式,可消除注塑件表面纹理、光泽干扰,适配绝大多数注塑场景;45/0 结构更贴合人眼视觉,适配高光平整注塑件。
测量口径:平面常规件选 Φ8mm;卡扣、拉链等微型部件选 Φ4mm;板材、厚壁件、原料颗粒选大口径机型,提升采样代表性,降低数据波动。
精度等级:实验室配色、入厂精密质检选分光型测色仪;车间现场快检、出货核验可选择便携型机型。
三恩时适配产品
PS809 大口径分光色差仪:采用 D/8 光学结构,配备 Φ50mm 超大测量口径,采样代表性强,适配塑料原料颗粒、大尺寸板材、异形注塑件的颜色检测。
TS7700 台式分光测色仪:双测试口径配置,实验室级检测精度,适配原料入厂检验、配方研发与精密品控,支持荧光样品测量。
YS4560 便携分光测色仪:兼顾精度与便携性,适配车间巡检、出货核验场景,可自定义容差规则,满足现场快速判定需求。

P60+/T60 + 标准光源对色灯箱:覆盖多类国际标准光源,符合 ASTM、ISO 等行业规范,支撑标准化目视对色核验。
四、注塑行业色差判定标准
注塑件色差通用判定依据为《GB/T 250-2008 纺织品 色牢度试验 评定变色用灰色样卡》,行业通用要求成品色差不低于 3-4 级,对应 ΔE≤2.85。不同细分领域有明确规范:
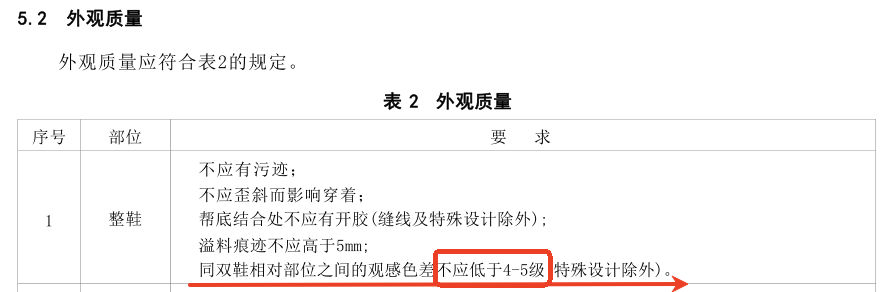
注塑鞋(HG/T 3084-2023):同双鞋相对部位色差不低于 4-5 级,对应 ΔE≤1.0。
注塑包边钢化玻璃(JC/T 2202-2014):成品色差 ΔE≤1.5。

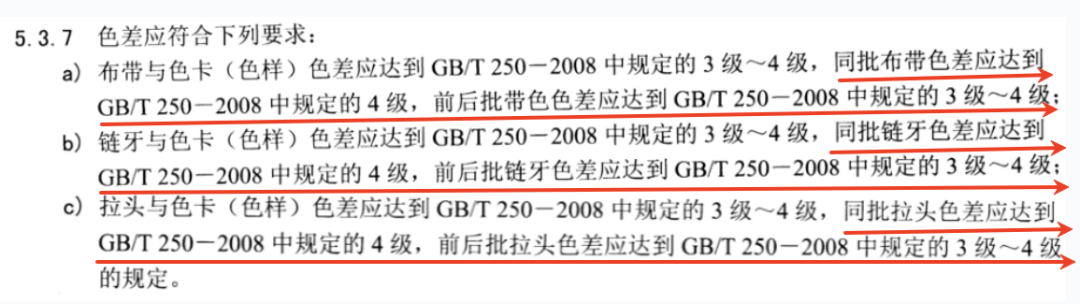
注塑拉链(QB/T 2172-2014):同批产品色差不低于 4 级(ΔE≤2.0),批次间色差不低于 3-4 级(ΔE≤2.85)。
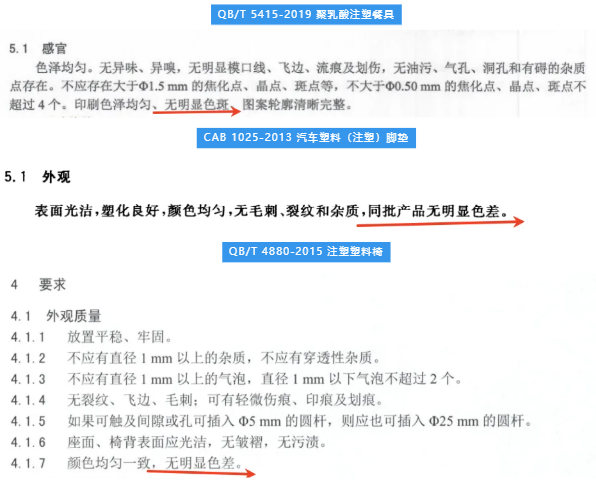
日用注塑制品:餐具、座椅、汽车脚垫等品类通用要求无明显目视色差,常规管控阈值为 ΔE≤2.0。
实际生产中,具体判定阈值需以供需双方签订的技术协议为准。如需定制注塑行业专属色彩管控方案,可联系我们获取一对一技术支持。
同类文章排行
- CIE三刺激值的计算方法和公式
- 色差仪同色异谱功能设置指南
- 【风华廿五载 奋进新征程 智领新时代】三恩时二十五周年年会圆满成功
- 美在丝路:当中国传统色彩遇到丝绸之路
- 国家标准:棉花分级室的模拟昼光照明(GB/T 12386 2022)
- 印刷行业的重要参数——灰平衡评估系数ΔCh/ΔF
- 标准光源箱的质量的判断方法——外观
- 拌面酱的颜色管理方案——三恩时非接触式分光测色仪
最新资讯文章
- 彩度与饱和度:别再傻傻分不清!色差仪教你三步搞定测量
- CIE DE2000色差公式:再生塑料色差测量的推荐公式
- 塑料、再生塑料色差怎么测?GB/T 46442-2025仪器选型指南
- 橡塑外观检测如何做?亚太橡塑展三恩时展位给出答案
- 新品推荐|三恩时PS808C咖啡色差仪:用数据精准量化每一锅咖啡的烘焙度
- 邀请函|青岛橡塑展N4馆A153,三恩时等您来
- 瓶盖色差测量方案 | 三恩时 SC-10 便携色差仪 中小工厂现场快检之选
- 台间差校正工具:BCRA陶瓷色板和NETMETRIC-12色砖有什么区别
- 液体硅胶行业配色黑科技:PeColor AI一键出方,又快又准,新手也能变大师
- 新品首发|NETMETRIC-12色砖:色差仪准不准?一套色砖,两种用法,让数据有据可查
- 艾草青青,粽米飘香 | 三恩时祝您端午安康,附放假安排
- 2026 第 22 届宁波国际橡塑展启幕 三恩时全流程色彩方案亮相 6 号馆 F17
- 番茄及番茄制品色度测量方法——三恩时 PS808CT番茄专用高精度分光色差仪
- 一双世界杯球鞋的色彩“通关密码”:色差仪如何守住绿茵场上第一道颜值防线
