
光泽度GU值的数值范围是多少?
光泽度GU值作为量化表面光学特性的国际标准,其数值范围从完全漫反射的0 GU到镜面反射的数千GU,为材料表面质量控制提供了精确的度量尺度。那么,光泽度GU值的数值范围是多少呢?本文进行了简单总结。

光泽度GU值的分级体系与标准
光泽度等级划分标准
根据DIN 67530标准,光泽度按60°测量值分为五个等级:高光泽(>95 GU)、半光泽(70-95 GU)、中等光泽(30-70 GU)、半哑光(10-30 GU)和哑光(<10 GU)。这种分类方法考虑了人眼对光泽变化的感知特性,每个等级对应特定的视觉感受和适用场景。
不同行业采用的光泽度分级存在差异。印刷行业通常将光泽度分为亮光(>70 GU)、半光(30-70 GU)和亚光(<30 GU);而木器涂料则细分为高光(>85 GU)、丝光(40-85 GU)、蛋壳光(10-40 GU)和平光(<10 GU)。这些分级体系都基于大量视觉实验和数据统计,确保分级结果与主观评价的一致性。
测量几何条件的影响
测量几何角度对GU值有决定性影响。20°几何角对高光泽表面最敏感,测量范围通常为10-2000 GU;60°几何角是通用测量角度,范围0-100 GU;85°几何角专用于低光泽表面,范围0-30 GU。当60°光泽度超过70 GU时,应补充20°测量数据;低于10 GU时,需采用85°几何角。
国际标准要求测量仪器具备多角度测量能力,确保在不同光泽区间的准确测量。现代智能光泽度计可自动选择最佳测量角度,并根据测量结果推荐合适的几何条件,大大提高了测量的准确性和效率。
各材料类型的光泽度GU值范围
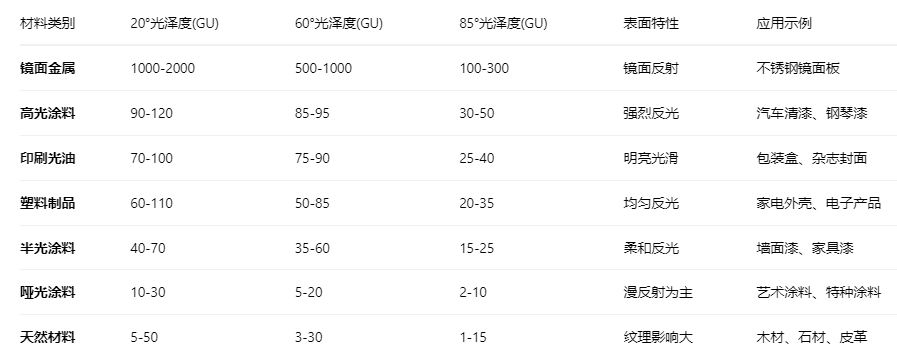
影响GU值的关键因素分析
材料表面特性
表面粗糙度是影响光泽度的首要因素。根据光学原理,当表面粗糙度小于光波长的1/8时,表现为镜面反射;大于1/8时产生漫反射。对于可见光(380-780nm),临界粗糙度约为50-100nm。实际测量中,表面粗糙度Ra值每增加0.1μm,60°光泽度下降约5-8 GU。
材料折射率决定理论最大光泽度。折射率越高,镜面反射率越大,可能达到的GU值上限越高。普通涂料折射率1.5-1.6,最大光泽度约100 GU;高折射率材料如聚碳酸酯(折射率1.59)可达120 GU;特种涂料添加高折射率颜料可达到150 GU以上。
测量条件与环境影响
测量角度精度要求极为严格。入射角偏差1°可能导致GU值变化5-10%,标准要求角度精度±0.1°。环境温度影响材料表面状态,温度每变化10℃,GU值可能波动2-3%。标准测量环境为23±2℃,相对湿度50±5%。
光源和探测器性能直接影响结果。标准要求光源符合CIE C光源特性,探测器光谱响应匹配V(λ)函数。仪器校准需使用高光泽(100 GU)、中光泽(60 GU)和低光泽(20 GU)三种标准板,建立完整的校准曲线。
各行业光泽度控制标准
涂料与涂层行业
汽车涂料的光泽度要求最严格。外饰清漆20°光泽度要求90-95 GU,批次间偏差不超过±2 GU。建筑涂料采用60°测量,亮光漆>85 GU,半光漆30-60 GU,平光漆<15 GU。重涂性要求光泽度变化不超过±5 GU。
工业涂料根据功能需求制定标准。防腐涂料注重耐候性,要求2000小时老化后光泽保持率>80%。装饰性涂料强调一致性,要求ΔGU≤3。特殊功能涂料如防眩光涂料,刻意控制60°光泽度在10-25 GU区间。
塑料与包装行业
注塑塑料的光泽度与模具精度直接相关。SPI A1级镜面模具生产的产品20°光泽度可达120-150 GU,B1级细纹模具产品为60-90 GU。模具抛光每提升一个等级,光泽度增加15-20 GU。
包装材料光泽度影响产品档次。高档化妆品包装要求20°光泽度>95 GU,普通商品包装60-80 GU,环保包装刻意降低至30-50 GU。复合材料的层压工艺和涂层厚度对光泽度有显著影响。
测量质量控制要点
仪器校准与验证
建立三级校准体系:日常使用工作标准板快速核查,每周用中间标准板验证,每季度送计量机构检定。标准板保存要求严格,避免划伤、污染,储存温度15-25℃,湿度30-50%。
期间核查采用统计过程控制方法。使用控制样品每日测量,绘制控制图,发现趋势性变化及时处理。仪器比对每半年进行一次,多台仪器测量同一标准样,偏差要求≤±1 GU。
测量操作规范
样品准备需标准化。测量前用指定溶剂清洁表面,避免手指接触测量区。曲面样品使用专用夹具确保测量角度准确。纹理表面需多点测量取平均值,并标注测量位置。
环境条件严格控制。避免振动、强磁场干扰,隔绝直射阳光。测量时间控制在样品取出后3分钟内完成,防止环境因素影响。特殊样品需在恒温恒湿箱中平衡24小时后测量。
常见问题与解决方案
测量误差分析
读数波动大通常源于表面不平或测量压力不均。解决方案是使用定压力测量头,确保每次测量压力一致。样品翘曲时需使用真空吸附平台固定。
标准板失效是常见误差源。标准板使用超过2年或校准周期超期需更换。日常使用避免擦拭,必要时用专用清洁剂轻柔清洁。运输过程中需专用包装防震防撞。
特殊材料测量技巧
透明材料测量需使用黑色背景,防止透射光干扰。金属材料要注意测量头与样品表面平行度,倾斜角度误差需<0.5°。粗糙表面需增加测量点数量,统计结果更可靠。
纺织品等柔软材料要控制测量压力,过大会改变表面状态。粉末材料需压片制样,压力标准化确保结果可比性。液体光泽度测量使用专用液槽,注意液面平整和气泡排除。
光泽度GU值的正确理解和准确测量对产品质量控制至关重要。随着新材料和新工艺的发展,光泽度测量技术不断进步,为各行业提供更加精准的表面特性评价方法。掌握GU值的范围含义和测量要点,有助于制定合理的品质标准,提升产品市场竞争力。
同类文章排行
- 什么是网点增大?网点增大和色调值增加一样吗?
- 黄度测量仪器推荐——三恩时TS7700分光测色仪
- 塑料、再生塑料色差怎么测?GB/T 46442-2025仪器选型指南
- 瓶盖色差测量方案 | 三恩时 SC-10 便携色差仪 中小工厂现场快检之选
- 台间差校正工具:BCRA陶瓷色板和NETMETRIC-12色砖有什么区别
- 液体硅胶行业配色黑科技:PeColor AI一键出方,又快又准,新手也能变大师
- 一双世界杯球鞋的色彩“通关密码”:色差仪如何守住绿茵场上第一道颜值防线
- 色差怎么算?ΔE*ab色差公式的计算方法详解(CIE 1976)
- 家具色差怎么测?TS7700分光测色仪,让家具颜色统一有据可依
- Hunter Lab色彩空间主要适用哪些行业?场景全面解析
最新资讯文章
- 什么是网点增大?网点增大和色调值增加一样吗?
- 新品推荐|三恩时TS1060高精度分光密度仪:凸版印刷品质量管控的专业
- 黄度测量仪器推荐——三恩时TS7700分光测色仪
- 注塑件色差管控全指南:成因、测量方法与仪器选型
- 彩度与饱和度:别再傻傻分不清!色差仪教你三步搞定测量
- CIE DE2000色差公式:再生塑料色差测量的推荐公式
- 塑料、再生塑料色差怎么测?GB/T 46442-2025仪器选型指南
- 橡塑外观检测如何做?亚太橡塑展三恩时展位给出答案
- 新品推荐|三恩时PS808C咖啡色差仪:用数据精准量化每一锅咖啡的烘焙度
- 邀请函|青岛橡塑展N4馆A153,三恩时等您来
- 瓶盖色差测量方案 | 三恩时 SC-10 便携色差仪 中小工厂现场快检之选
- 台间差校正工具:BCRA陶瓷色板和NETMETRIC-12色砖有什么区别
- 液体硅胶行业配色黑科技:PeColor AI一键出方,又快又准,新手也能变大师
- 新品首发|NETMETRIC-12色砖:色差仪准不准?一套色砖,两种用法,让数据有据可查
